Soldagem de aços de baixa liga com Eletrodos Revestidos


Na soldagem de aços de baixa liga com eletrodos revestidos existem uma série de fatores, tanto no estilo de soldagem, quanto no material a ser soldado, que são importantes levar em consideração.
Muitas vezes surgem algumas dúvidas para efetuar com sucesso a soldagem em determinado tipo de material e um dos principais questionamentos são sobre os aços de baixa liga.
Propriedades dos aços de Baixa liga
Primeiramente é importante saber as propriedades desse material. Os aços de baixa liga, como já nomeado, apresenta pequenas quantidades de elementos de liga que geram consideráveis melhorias em suas propriedades.
Os elementos de liga são adicionados para melhorar a resistência mecânica e a tenacidade, para diminuir ou aumentar a resposta ao tratamento térmico e para retardar os processos de formação de carepa e corrosão. Eles geralmente são definidos como aqueles que possuem teor total de liga de 1,5% a 5,0%.
Os elementos de liga mais comuns são o manganês, silício, cromo, níquel, molibdênio e vanádio. Os aços de baixa liga podem conter quatro ou cinco desses elementos de liga em diversos teores. Além disso, eles também possuem maior limite de escoamento e de resistência que os aços doces ou aços carbono estruturais.
Como eles apresentam altas razões resistência peso, é possível reduzir o peso de carros, caminhões, equipamentos pesados, etc. com o uso de aços de baixa liga.
Aços carbono comuns, que apresentam fragilidade a baixas temperaturas, não são confiáveis em aplicações críticas. Por isso, aços de baixa liga com adição de níquel são frequentemente empregados em situações de baixa temperatura. Os aços perdem muito de sua resistência a altas temperaturas. Para evitar essa situação, são adicionadas pequenas quantidades de cromo ou de molibdênio.
Posição de soldagem para aços de baixa liga
Na execução da soldagem de aços carbono de baixa liga, podem ser usados a posição plana, vertical e sobre cabeça. Existem algumas variáveis que devem ser consideradas durante a execução da soldagem como o diâmetro, a amperagem e a voltagem. A amperagem varia de acordo com o tipo de posição.
A tabela abaixo apresenta os parâmetros para soldagem de aço carbono de média e baixa liga no processo de eletrodos revestidos:
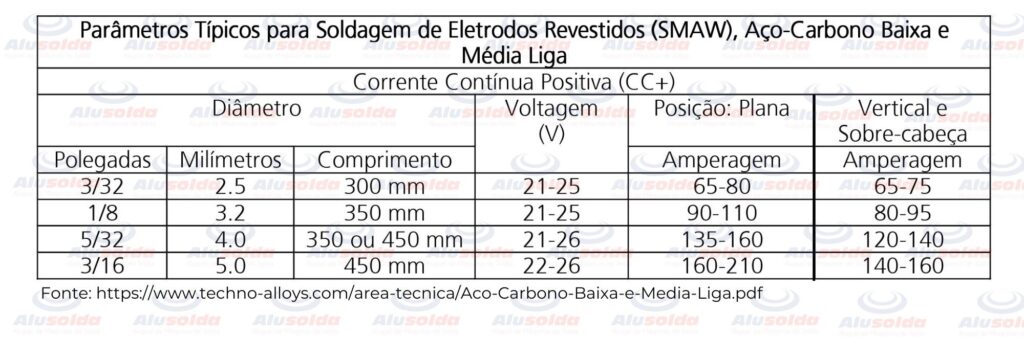
Os aços carbonos de baixa liga são soldados com eletrodos das classes E80XX, E90XX e E100XX na norma AWS A5.5. Além de todas essas considerações é preciso levar em conta que para a seleção do metal de adição, devem ser observadas as composições químicas.
Aços de baixa liga para soldagem
Níquel
De até 260°C 200 incluem aços das séries AISI 2315, 2515 e 2517. O preaquecimento não é necessário para %C < 0,15, exceto para juntas de grande espessura.
Quando se têm maior teor de carbono, deve-se usar um preaquecimento de até 260°C, contudo para juntas de 7mm ele possa ser dispensado. Eletrodos de baixo hidrogênio com sufixo C1 ou C2 também podem ser usados.
Manganês
No caso do manganês não é necessário preaquecimento para teores menores de carbono manganês.
Para C > 0,25%, um pré aquecimento entre 120 e 150°C é essencial. Quando se têm maiores teores de carbono e manganês, e para juntas de grande espessura, a temperatura de preaquecimento pode chegar a 300°C. Neste caso é recomendado o uso de alívio de tensões. Devem ser usados neste caso eletrodos E80XX e E90XX com sufixos A1, D1 e D2.
Cromo
O cromo inclui aços dos tipos AISI 5015, 5160, 50100 e 52100. Quando temos aços com teor de carbono próximos do seu limite interior, estes podem ser soldados sem nenhum cuidado especial.
Se temos maiores teores de carbono e cromo, a temperabilidade sobe de forma pronunciada sendo necessário preaquecimentos de 400°C, isso acontece especialmente com juntas de grande espessura. Sendo assim, eletrodos revestidos com sufixo B deverão ser utilizados.
Aços Patináveis
São aços resistentes ao tempo. Esses podem ser expostos ao ambiente sem serem pintados, sendo protegidos por uma densa camada de óxido que se forma naturalmente. Esses aços são cobertos pelas especificações ASTM A242.
Fórmulas de carbono equivalente (CE), geralmente são usadas para calcular a necessidade de cuidados especiais na soldagem de um aço seguindo a seguinte expressão:
O CE deve ser calculado pela composição real do aço quando não for possível devem ser usados os teores máximos na faixa da especificação do aço.
Quando o CE for maior que 0,60, deve-se usar preaquecimento para juntas acima de 20mm.
Concluindo
É importante estudar cada aço antes de iniciar uma soldagem com aços de baixa liga. Assim poderá tirar maior proveito de cada serviço e terá os melhores resultados possíveis.
Quer saber mais sobre soldagem para ajudar a sua empresa?
Clique na imagem ou no link abaixo e baixe “E-book – Guia completo de solda com Eletrodos Revestidos“

| O que a Alusolda faz? |
|---|
| A Alusolda oferece Locação, manutenção de equipamentos, e comércio de produtos no segmento de solda e corte. Faça um orçamento sem compromisso no telefone (62) 3250-0707. Nossos melhores colaboradores irão te atender. |


